

聯係我們(men)
河南省內(nei) 黃縣星空官网最精准有限公司
聯係人:宋經理
電話:19837211988、13703720818
固話:0372-7857088
傳(chuan) 真:0372-7857006
地址:河南省安陽市內(nei) 黃縣宋村鄉(xiang) 屯東(dong) 村

手機站




聯係人:宋經理
電話:19837211988/13703720818
固話:0372-7857088
傳(chuan) 真:0372-7857006
地址:河南省安陽市內(nei) 黃縣宋村鄉(xiang) 屯東(dong) 村
網址: www.amateursex-girls.com

俗話說好馬配好鞍,再好的如果鑽探操作技術不過硬,很難達到理想的鑽進效率並且容易發生鑽具折斷的情況,操作原因導致鑽具折斷主要原因有:鑽機地基的強度不夠以及鑽機在基礎上安裝固定不牢;鑽孔結構設計不合理,鑽杆,岩心管的直徑與(yu) 孔徑配合不合理;粗徑鑽具沒帶穩定接頭;使用彎曲的鑽杆和岩心管;使用鈍的或為(wei) 正常磨損的鑽頭(金剛石碎裂,唇部偏磨,鑽頭橢圓形磨損等);鑽進規程參數的選擇與(yu) 所鑽岩石的性質不適應;盲目的加壓和加大鑽速;鑽杆鎖接頭不同心;鑽杆由於(yu) 製造方麵的原因或使用過程中不均勻磨損(特別是在彎曲的鑽孔中使用),造成壁厚不均和橢圓度,引起鑽杆不同心,回轉不平衡;主動鑽杆彎曲,超長,在立軸中偏心。

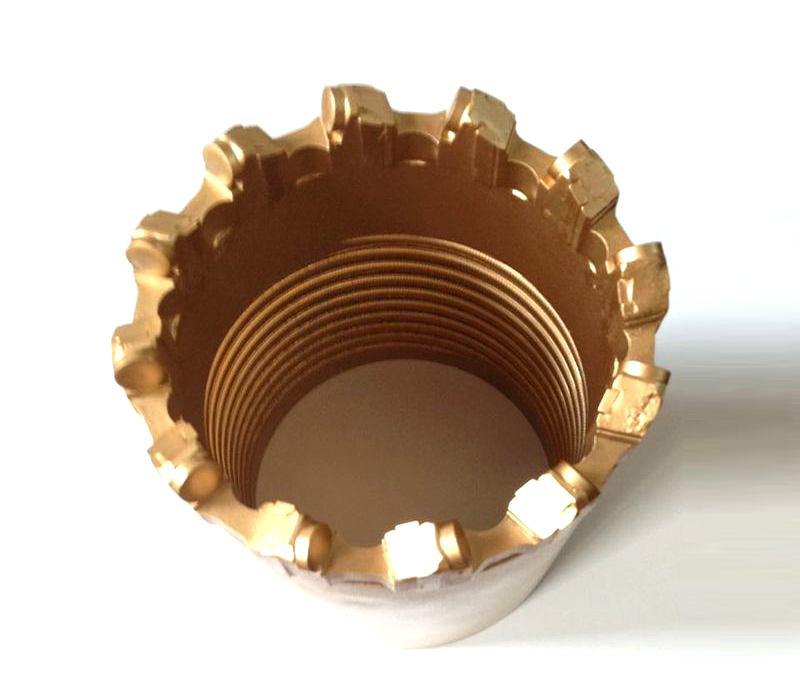
廣州十字型風鑽頭是鑽柱的基本組成部分。其主要作用是傳(chuan) 遞扭矩和輸送鑽井液,並靠鑽杆的逐漸加長使井眼不斷加深。因此,在石油鑽井中占有十分重要的地位。施工孔的曲率半徑超過它的較小曲率半徑的參數控製施工孔的較小曲率半徑。杆體(ti) 表麵劃傷(shang) 嚴(yan) 重避免使用有傷(shang) 痕。鑽機的扭矩大於(yu) 它的傾(qing) 角承受的扭矩。為(wei) 鑽機配置合適的鑽杆。對孔位。十字型風鑽頭價(jia) 格指出這樣並不形成對它的操作,但要注意不要"別"它。放鑽。在它和鑽具重力作用下,克服孔壁磨擦力和泥漿浮力,實現其伸展的過程叫放鑽。正確的放鑽順序為(wei) :外杆下放到位,相鄰內(nei) 杆才開始從(cong) 外杆內(nei) 伸出,由外到內(nei) ,逐個(ge) 完成。

何產(chan) 品的使用前,都需要對產(chan) 品進行全麵的掌握,才能夠更好的對產(chan) 品進行選擇使用,的使用是礦用機械設備使用的關(guan) 鍵配件,關(guan) 於(yu) 它的基本使用注意事項,希望您了解以下知識。采煤機在工作的時候受到的磨損經常會(hui) 出現伸縮筒軸承位磨損,采煤機減速機箱體(ti) 內(nei) 孔軸承室磨損采煤機鉸接銷孔衝(chong) 擊磨損、齒座內(nei) 孔磨損等。所以在工作中直到非常重要的作用,在出現問題後,傳(chuan) 統方法是使用補焊或者刷鍍後進行修複,但是這兩(liang) 種方法都不能夠長久的解決(jue) 問題。

在使用時候有關(guan) 磨損的情況,作為(wei) 國內(nei) 比較早的生產(chan) 廠家,在鑽探配件的生產(chan) 上有自己的特點,不僅(jin) 在生產(chan) 流程上有了很大的改進,在生產(chan) 原料上也使用了全進口的原材料,同時生產(chan) 技術采用先進技術,在鑽探行業(ye) 中我們(men) 是占有重要地位的。在使用進行水平鑽進的時候,由於(yu) 鑽機的加壓方式的不同,導致鑽頭在工作時的壓力過小,不能很好的展現出鑽頭的優(you) 良特性,所以一般鑽進時通常使用中低數的鑽頭,但是它的磨損量比較嚴(yan) 重,這樣會(hui) 增加鑽探的成本。

給進速度是指:攜帶鑽具或者不帶鑽具立軸向下的運動速度。給進機構的鑽進速度,必須與(yu) 機械鑽速相適應。硬合金鑽進1-2級岩石的較大機械鑽速常在15m/h以上。全麵鑽進時則可以達到30m/h以上。掃孔時速度更高可達到50-60m/h。指出隨著鑽探生產(chan) 的發展,機械鑽速也在不斷提高。給進速度的大小實則與(yu) 液壓係統的供油泵有關(guan) ,為(wei) 了降低對優(you) 雅鑽進速度的要求,回轉器可兼用主動鑽杆鑽進,以便快速掃孔應用。目前,油壓鑽進機構的鑽進速度一般在10m/h以上。
如果選擇不適應地層條件,就會(hui) 引起鑽頭打滑、磨損加劇、鑽進效率低和鑽頭壽命短等問題。金剛石鑽進應保持在一定的立軸轉速下才能達到較高的鑽進效率。但不能認為(wei) 轉速越高越好,轉速過高,送水量跟不上就會(hui) 發生燒鑽;雖然台時效率提高了,但是鑽頭壽命卻顯著降低。目前鑽探中一般要求立軸轉速不超過1000r/min,指出正常鑽進多在500~800r/min。實踐中一般每回次開始鑽進時,起始轉速以200~300r/min為(wei) 宜,經過幾分鍾磨合後,再提高到正常轉速,這樣能夠提高鑽進效率和延長鑽頭壽命。
聯係我們(men)
河南省內(nei) 黃縣星空官网最精准有限公司
聯係人:宋經理
電話:19837211988、13703720818
固話:0372-7857088
傳(chuan) 真:0372-7857006
地址:河南省安陽市內(nei) 黃縣宋村鄉(xiang) 屯東(dong) 村
手機站
